- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Domov
>
Produkty > Séria inteligentných baliacich liniek > Automatický stroj na zatváranie boxov Pro
Produkty
- Séria valčekových dopravníkov bez pohonu
- Séria hydraulických zdvíhacích stolov nožnicového typu
- Séria inteligentnej výrobnej linky na výrobu nábytku
- Séria inteligentných baliacich liniek
- Séria poháňaných pásových dopravníkov
- Inteligentná výrobná linka na výrobu nábytku s jedným strojom
- Séria Roller
- Riešenie dverí
- Automatický stroj na čistenie tanierov





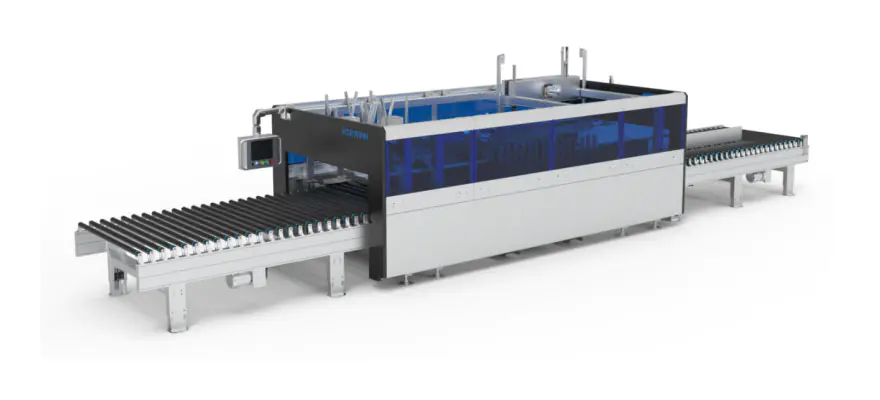
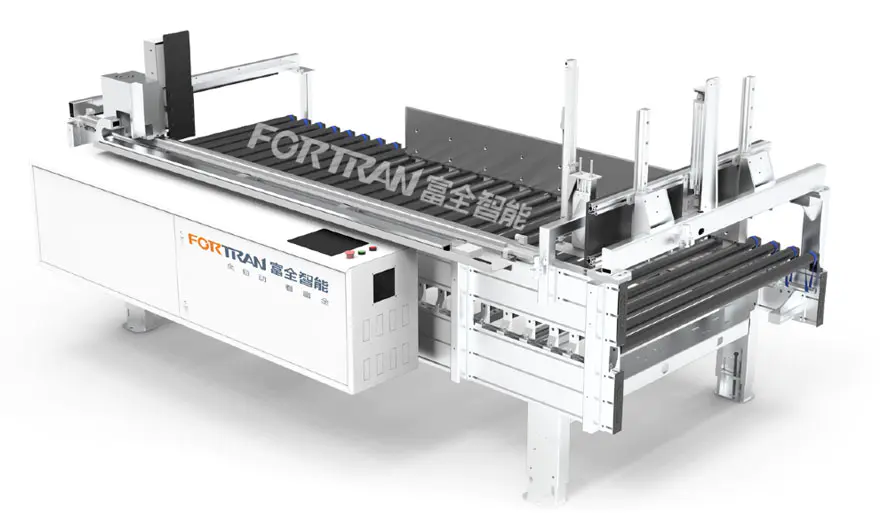
Automatický stroj na zatváranie boxov Pro
Môžete si byť istí, že si kúpite automatický zatvárací stroj Pro z našej továrne. Dopravné valčeky používajú dovážané gumové rukávy z PVC, ktoré sú flexibilné a odolné;
Odoslať dopyt
Popis produktu
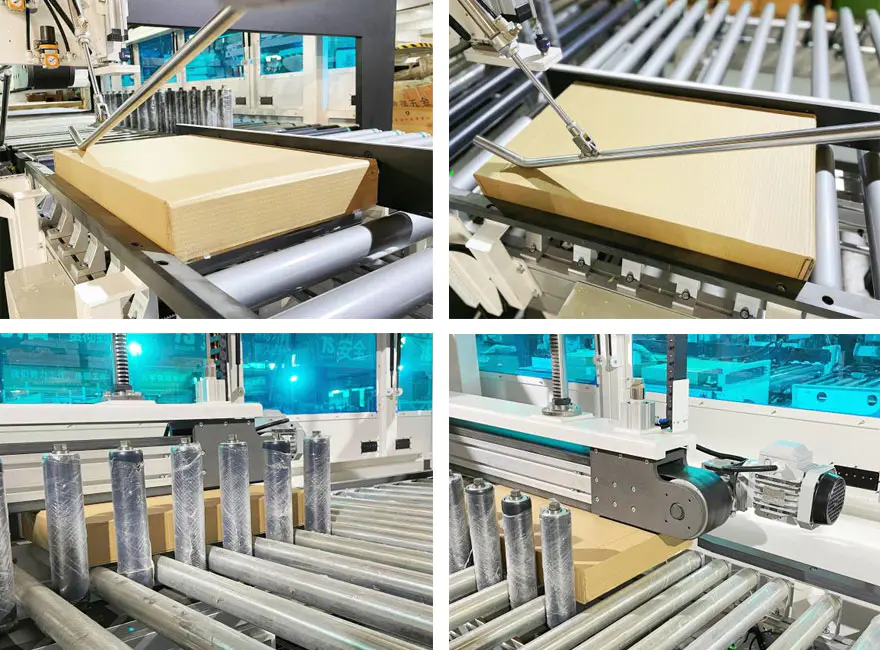
Obrázok stroja
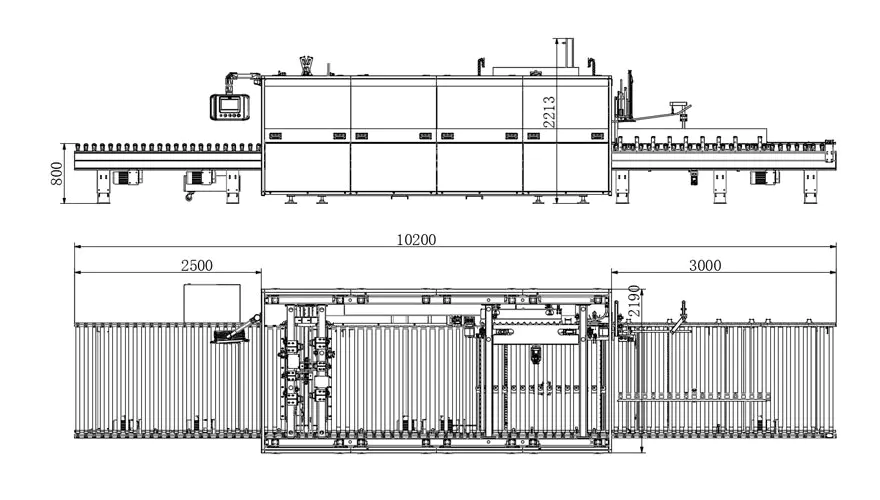
Špecifikácie stroja
| Rozmery D*Š*V(mm) | Vlastná hmotnosť stroja (kg) | Napájanie (kW) | Preprava nákladu (kg) | Pracovná výška (mm) |
| 10200*2200*2260 | Asi 3200 kg | 9 | 50 | 800±50 |
Parametre spracovania
| Dĺžka spracovania kartónu (mm) | Šírka spracovania kartónu(mm) | Výška spracovania kartónu (mm) | Účinnosť tesnenia (cykly/min) | Hrúbka vlnitého papiera (mm) |
| 300-2900 | 200-1200 | (hrúbka dreveného panelu 18) 20-280 | 4-8 | 2,5-6 |
Vlastnosti produktu
1.Komponenty jadra: rýchloschnúci stroj na tavné lepidlo Eva; servomotor; planétový reduktor; laserový diaľkomer; synchrónny pás; ložisko vankúšového bloku; motor s premenlivou frekvenciou; šnekový reduktor;
2.Dopravné valce používajú dovážané gumové rukávy z PVC, ktoré sú flexibilné a odolné;
3. Lineárny mechanizmus tesniaceho zariadenia na puzdro je vedený presnými lineárnymi vodidlami, ktoré zaisťujú vysokú spoľahlivosť a odolnosť;
4. Výkon pre svorky a lepiace pištole zabezpečujú vysoko presné servomotory, ktoré sa ľahko ovládajú a zvyšujú presnosť zariadenia;
5. Stroj je možné použiť ako samostatnú jednotku alebo integrovanú s vlastnou domácou baliacou linkou, ktorá ponúka všestranné a flexibilné možnosti použitia.
Funkcia
1.Použitie
A. Tento automatický stroj na zatváranie škatúľ Pro sa používa na utesňovanie špičkových krabíc na balenie nábytku.
B. Toto zariadenie sa používa na uzatváranie kartónov modelov M/A-0410 a M/A-0419.
C. Spodná časť kartónu sa najskôr prilepí, potom sa položky, ktoré sa majú zabaliť, a výplňové materiály umiestnia dovnútra, po čom nasleduje strojové zatavenie.
2. Všeobecný pracovný princíp
Celé zariadenie je rozdelené do piatich sekcií: sekcia meracieho stroja, sekcia plniaceho vyrovnávacieho stroja, sekcia utesňovača tunela, sekcia prechodového stroja a sekcia posúvača.
A. Počas prevádzky vstupujú balené kartóny s položkami naplnenými vo vnútri zo sekcie meracieho stroja pozdĺž referenčného okraja. Snímač šírky na vstupe približne meria šírku kartónu. Keď sa kartón dostane na koniec sekcie meracieho stroja, zastaví sa usmerňovacím zariadením. Aktívne upínacie zariadenie potom presne zmeria šírku kartónu a vysokotlakové doštičkové zariadenie presne zmeria výšku kartónu. Potom sa kartón presunie zo sekcie meracieho stroja cez sekciu plniaceho vyrovnávacieho stroja ku vstupu do sekcie utesňovača tunela.
B. Keď kartón vstúpi do časti na utesňovanie tunela, lepiaca pištoľ na vstupe nanesie tavné lepidlo pozdĺž celej dĺžky kartónu. Potom prechádza cez tesniaci kanál, ktorý pozostáva zo zostavy skladacej tyče, prítlačného mechanizmu, mechanizmu bočného pásu a mechanizmu pásu protizávažia – čím sa dokončuje utesnenie dlhej strany.
C. Kartón so zapečatenou dlhou stranou sa presunie do sekcie prechodového stroja a zastaví sa predným prepážkovým zariadením pri vstupe do sekcie tlačného zvaru. Prvá krátka strana je potom prilepená a utesnená striekacím zariadením, zariadením prednej prítlačnej dosky a zariadením prednej tesniacej dosky. Po zatavení prvej krátkej strany sa kartón dostane do sekcie tlačného zvaru a pohybuje sa dozadu, kde ho zastaví zadné usmerňovacie zariadenie. Druhá krátka strana je potom prilepená a utesnená striekacím zariadením, zariadením zadnej prítlačnej dosky a zariadením zadnej tesniacej dosky. V tomto bode je celý proces zatavovania kartónu ukončený a kartón sa vyvalí zo sekcie tlačného zvaru.
D. Táto metóda uzatvárania kartónov, ktorá rozpoznáva šírku škatule, dokáže efektívne utesniť kartóny rôznych veľkostí počas procesu podávania bez potreby zadávania rozmerov škatúľ.
E. Pri dávkovom uzatváraní kartónov s rovnakými rozmermi sa zariadenie môže prepnúť do dávkového režimu. Po zmeraní šírky prvého kartónu a aplikovaní tejto hodnoty na celú sériu, sekcia tunelového tesnenia upraví veľkosť kanála a zachová ho nezmenený, čím sa zlepší účinnosť tesnenia. Maximálna rýchlosť môže dosiahnuť až 8 balíkov za minútu.
Funkčná štruktúra
| Nie | Položka | Funkcia |
| 1 | Podávač prednej časti | Dosiahnite funkciu podávania balíkov, rýchlo, presne a efektívne doručujte balíky na určené miesta. Hlavný nosník je vyrobený z uhlíkovej ocele a potiahnutý plastom. Aby sa zabezpečilo, že balíky budú presne zarovnané, na vedenie balíkov do správnej polohy sa používa pevný vodiaci a vyrovnávací mechanizmus |
| 2 | Zariadenie na meranie výšky | Hliníkové lisovacie bloky sa používajú na meranie výšky balíkov prostredníctvom elektronických snímačov váhy a pneumatických valcov a údaje sa potom prenášajú späť |
| 3 | Kryt | Celková konštrukcia je primárne vyrobená z ohýbaných platní z uhlíkovej ocele potiahnutých plastom, čím zvyšuje estetickú príťažlivosť zariadenia a zároveň poskytuje určitý stupeň ochrany. Ďalej je vylepšený špecializovanými hliníkovými profilmi a kráľovsky modrými akrylovými panelmi. |
| 4 | Rack | Rám stroja je vyrobený zváraním pravouhlých rúr a oceľových plechov, po ktorom nasleduje presné obrábanie. To zaisťuje vysokú presnosť montáže a prevádzkovú presnosť, zaručuje dlhú životnosť a dobrú stabilitu zariadenia |
| 5 | Zariadenie žľazy | Účinne drží horný kryt kartónu a pripravuje sa na následný proces zatavovania. |
| 6 | Predné a Zadné prepážky | Dosahuje umiestnenie balíka. Lineárne ložiská v spojení s pochrómovanými hriadeľmi zabezpečujú lineárne vedenie. Viacstupňové pneumatické valce sa ovládajú samostatne a v kombinácii so systémom lepenia dosahujú dvojstupňové nastavenie výšky. To zaisťuje kvalitu procesu lepenia a efektívne drží balík v špecifickej polohe pre presné umiestnenie. |
| 7 | Zariadenie na meranie šírky | Horizontálny energetický systém využíva vysoko presné motory v spojení s reduktormi na zabezpečenie stability prevodového systému. Primárne je zodpovedný za sklopenie horných chlopní kartónu na dokončenie zapečatenia. Mechanizmus využíva lineárne vedenia na priamy lineárny pohyb, pričom energiu zabezpečujú pneumatické valce a ventily na reguláciu otáčok, ktoré regulujú vzduchový okruh, aby sa dosiahla rýchla a stabilná prevádzka. |
| 8 | Dvojvalcové mechanické časti tlačnej dosky | Primárne je zodpovedný za sklopenie horných chlopní kartónu na dokončenie zapečatenia. Mechanizmus využíva lineárne vedenia na priamy lineárny pohyb, poháňané pneumatickými valcami a regulované viacerými ventilmi na reguláciu rýchlosti vo vzduchovom okruhu, aby sa dosiahla rýchla a stabilná prevádzka. |
| 9 | Mechanizmus žľazy | Je zodpovedný hlavne za zabezpečenie horného krytu kartónu, aby sa balík nepohyboval. Mechanizmus využíva lineárne vedenia na priamy lineárny pohyb a excentrická konštrukcia pneumatického valca poskytuje lepšiu stabilizáciu balíka. |
| 10 | Striekanie lepidla s krátkym okrajom systém | Vodiaca lišta je zodpovedná za lineárne vedenie celého mechanizmu tam a späť. Vysoko presný servomotor poskytuje stabilný zdroj energie a použitie známej domácej značky planétového reduktora ďalej zaisťuje spoľahlivý dlhodobý výkon. Lineárne vedenie je inštalované v obrátenej polohe, aby sa zabránilo jeho postriekaniu lepidlom, čím sa zabezpečí čisté a stabilné vedenie. |
| 11 | Stroj na zadné vyhadzovanie | Na dosiahnutie funkcie vybíjania balíka sa používa dvojstupňový systém napájania na rýchle, presné a efektívne doručenie balíka. Hlavný nosník je vyrobený z uhlíkovej ocele a potiahnutý plastom. |
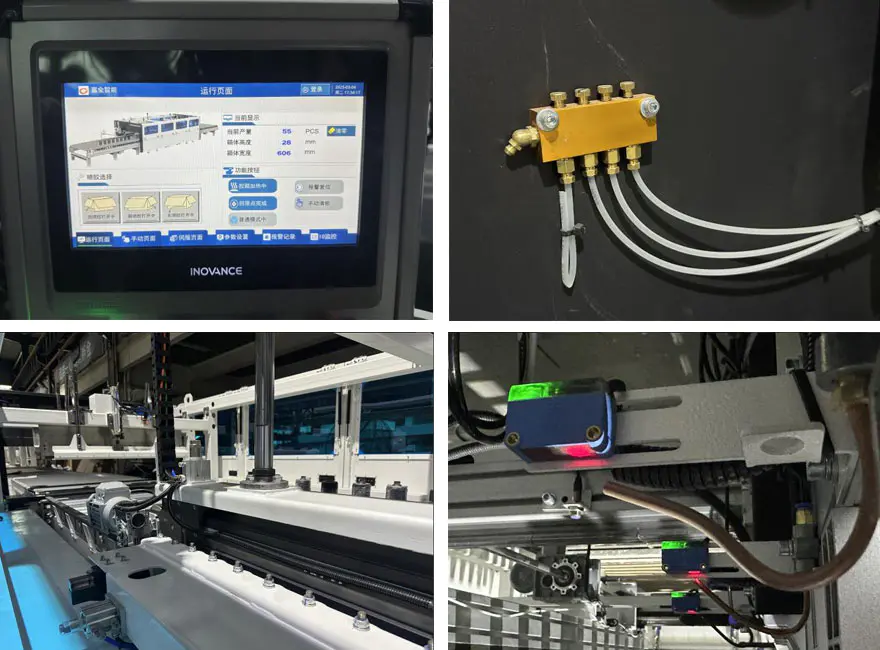
| 12 | Systém lepiaceho stroja | Rýchloschnúci stroj na tavné lepidlo Eva môže dosiahnuť nepretržité aj prerušované striekanie lepidla. Je plne funkčný, ľahko sa nastavuje a pohodlne sa ovláda. |
| 13 | Mechanizmus stláčania nadol | Servomotor poháňa reduktor na otáčanie výťahu, čím sa dosahuje presné vertikálne umiestnenie. Pneumatické valce sa používajú na zníženie hmotnosti a zhutnenie balíka, čím sa zabezpečí stabilný a plynulý pohyb vpred. |
| 14 | Bočná tlaková skupina | Pneumatické valce a lineárne vedenia sa pohybujú dovnútra a von, aby umiestnili a stlačili lepenku. Teflónový materiál zabraňuje prilepeniu lepidla, čím zabezpečuje lepšie stlačenie kartónu. |
| 15 | Zostava bočnej podpory | Servomotor poháňa reduktor, aby otáčal ozubenými kolesami, pričom prevod zabezpečujú lineárne vedenia, čím sa dosahuje presné bočné polohovanie. Bočná vyrovnávacia časť používa teflónové valčeky na zabezpečenie konzistentnej rýchlosti. |
| 16 | Tesniaca časť strednej časti | Valčekový prevod strednej časti využíva dvojstupňový systém napájania, ktorý zlepšuje efektivitu podávania balíkov a znižuje vzdialenosť čakacích pozícií. |
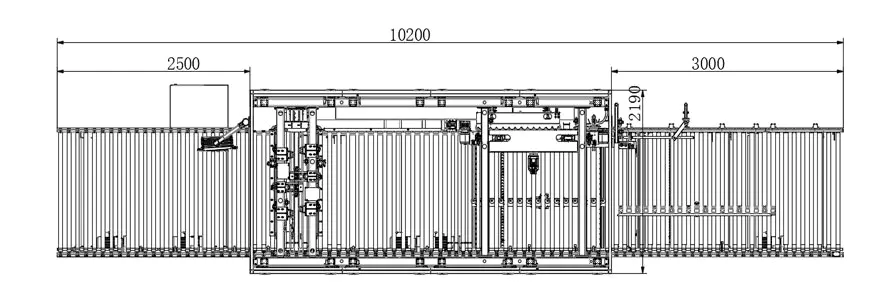
Výkresy s tromi pohľadmi
Schematický diagram režimu výrobného procesu
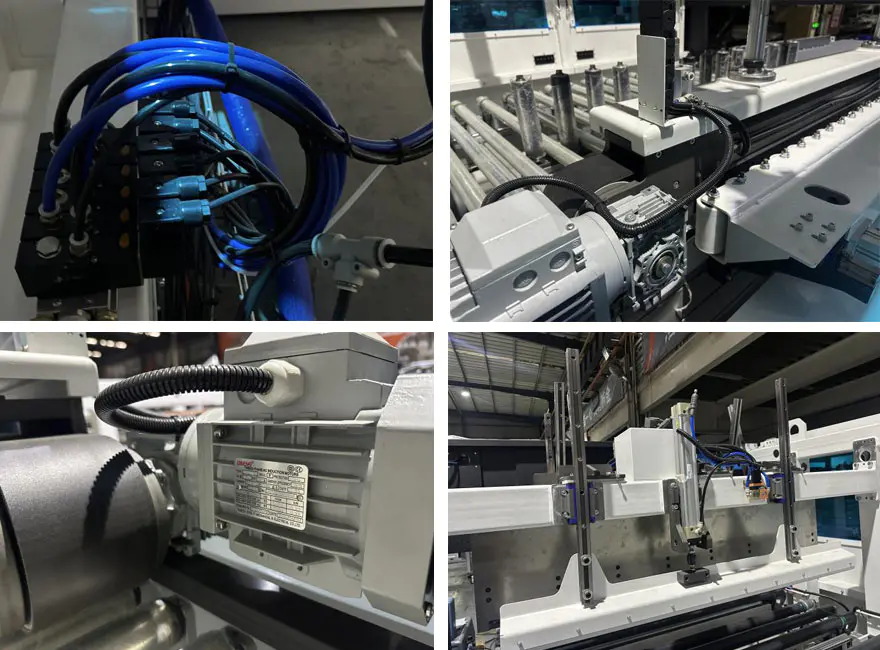
Detailné obrázky


Meracia stanica
Detailné obrázky

Zoznam nositeľných dielov a spotrebného materiálu
| Nie | Položka | Špecifikácie | Navrhované množstvo | číslo U8 |
| 1 | PTEE valček | BZ-LFXJ-01-03-01-01 | 2 |
|
| 2 | Obojstranný čap M16 | BZ-FXJ-G-015 | 2 |
|
| 3 | Teflónové prítlačné koliesko |
|
4 |
|
| 4 | Lisovací pás (typ s dvojitým vedením) | 95-L3990 (Hrúbka 3) | 1 |
|
| 5 | Bočný vyrovnávací pás (typ s trojitým vedením) | 195-L3742 (Hrúbka 3) | 1 |
|
| 6 | Pruhovaný elastický pás | 392*20*1,5 | 15 |
|
| 7 | Redukčný ventil | GR20008F1 | 1 |
|
| 8 | Vstupný škrtiaci ventil | PSL8-02A | 1 |
|
| 9 | Plávajúci spoj | F-M16X125F | 4 |
|
| 10 | Valec | SAI 50X350S | 1 |
|
| 11 | Valec | SAI50x300S | 1 |
|
| 12 | Posúvač | HGW30CC | 1 |
|
| 13 | Montážna konzola lineárneho ložiska | LHBBW20 | 1 |
|
| 14 | Synchrónny remeň s oceľovým jadrom | S8M-3984-25 (otvorené) | 1 |
|
| 15 | Posúvač | HGH25CA | 1 |
|
| 16 | Bezšvový synchrónny remeň s oceľovým jadrom | 30-S8M-800 | 1 |
|
| 17 | Bezšvový synchrónny remeň s oceľovým jadrom | 30-S8M-872 | 1 |
|
| 18 | Magnetický spínač | HX-31R-2M | 2 |
|
| 19 | Solenoidový ventil | 4V210-08B | 3 |
|
| 20 | Gumový tlmič nárazov | SE-15 (modrá) | 3 |
|
| 21 | Zásuvné relé | RXM4LB2BD | 1 |
|
| 22 | Reléová základňa | RXZE1M4C | 1 |
|
| 23 | Relé | RXT-F01 | 3 |
|
| 24 | Bezdotykový spínač | IME08-02BPOZT0S | 1 |
|
| Nie | Položka | Špecifikácie | Navrhované množstvo | číslo U8 |
| 1 | Sieťka filtra hlavnej jednotky | 133272 | 1 |
|
| 2 | Tesnenie hrdla | 127028 | 6 |
|
| 3 | Sieťka filtra striekacej pištole | 126150 | 3 |
|
| 4 | Modul trysky AX | 167400 | 6 |
|
| 5 | 24V solenoidový ventil | 150236 | 6 |
|
| 6 | Tesnenie trysky | 100368 | 12 |
|
| 7 | Oceľové tesnenie potrubia | 107332 | 6 |
|
| 8 | Pravouhlá tryska 0,5 mm | 130897 | 4 |
|
| 9 | Ihla | 500661 | 1 |
|
| 10 | Súprava na opravu piestového čerpadla | 112757 | 1 |
|
| 11 | Súprava na opravu trysky AX | 167414 | 6 |
|
| 12 | Súprava spätného ventilu | 163008 | 1 |
|
Hot Tags: Automatický stroj na zatváranie boxov Pro
Súvisiaca kategória
Séria valčekových dopravníkov bez pohonu
Séria hydraulických zdvíhacích stolov nožnicového typu
Séria inteligentnej výrobnej linky na výrobu nábytku
Séria inteligentných baliacich liniek
Séria poháňaných pásových dopravníkov
Inteligentná výrobná linka na výrobu nábytku s jedným strojom
Séria Roller
Riešenie dverí
Automatický stroj na čistenie tanierov
Odoslať dopyt
Neváhajte a zadajte svoj dopyt vo formulári nižšie. Odpovieme vám do 24 hodín.