- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Automatické nakladacie a vykladacie zariadenie na priadhéziu pre dosky pre dosky
Keď sú obrobky nábytku naložené do celých paliet, v dôsledku priepustnosti materiálu, stupeň prispôsobenia sa medzi obrobkami,
a priľnavosť lepidla na okrajoch môže manipulátor pri chytaní obrobkov spôsobiť vzájomnú adhéziu:
Cieľom je chytiť jednu vrstvu obrobkov, ale v skutočnosti môže najviac chytiť 3-4 vrstvy.
To spôsobí sériu negatívnych vplyvov a výrazne zníži spoľahlivosť prevádzky zariadenia.
Zariadenie má vysoké požiadavky na načítanie dosiek: čím dlhšie sú platne umiestnené, tým pevnejšie sú prispôsobenie medzi doskami,
A tým ľahšie je dodržiavať; Čistota dosiek a zvyškové lepidlo na okrajoch môže zhoršiť vzájomnú adhéziu medzi doskami.
Prevádzková spoľahlivosť zariadenia je zlá.
Problémy spôsobené vzájomnou adhéziou medzi doskami si vyžadujú vypnutie a manuálny zásah a táto situácia sa často vyskytuje.
Existuje vysoké bezpečnostné riziko: časté abnormality vyžadujú, aby pracovníci vstúpili a ukončili pracovnú oblasť manipulátora, čo predstavuje veľké bezpečnostné riziko.
Cyklus uchopenia sacieho pohára nie je fixovaný: výška stola na uvoľnenie dosiek je pevná, ale pri chytaní,
Doštičky sú chytené vrstvou po vrstve z každej palety a výška sa postupne znižuje, čo sa neustále mení.
Preto je potrebné skúmať a vyvíjať nový typ prepojeného zariadenia na automatizáciu kŕmenia, aby sa doštičky presné vŕtali v reakcii na vyššie uvedené problémy.
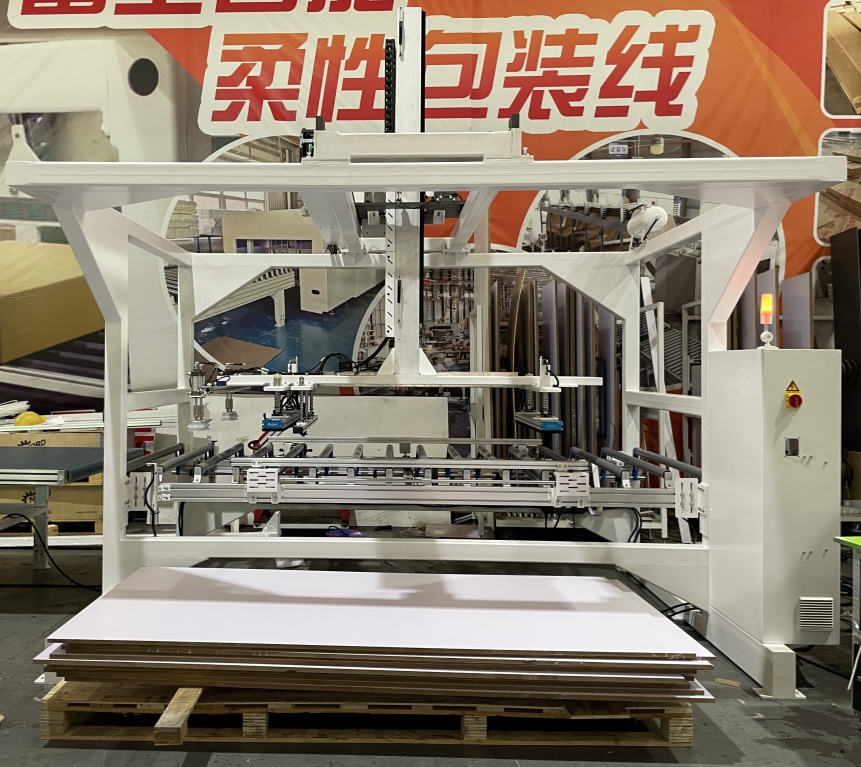

Pracovný tok automatického nakladacieho a vykladacieho stroja proti adhézii vo výrobnej linke na výrobu panelov na drevo
1. Príprava načítania: Pracovníci umiestnia celé palety panelov na báze dreva na kŕmenie zariadenia. Zdvíhacia platforma stojana sa automaticky prispôsobuje počiatočnej výške uchopenia.
2. Pozícia a uchopenie: Manipulátor portálu poháňa mechanizmus uchopenia, aby sa pohyboval priamo nad panelmi. Priemyselná kamera umiestni polohu panelov;
Parné šálky zostupujú, aby sa spojili s povrchom panela, a anti-adhézny modul sa aktivuje súčasne.
3. ANTI-ADHESION DETEKCIA: Snímač napätia detekuje záťaž. Po potvrdení, že je chytený iba jediná vrstva panela, sa k jednému koncu panela pripevňujú štyri malé prísavky v tvare disku.
A na niekoľko sekúnd násilne pretrepte hore a dole, aby ste sa uistili, že akékoľvek ďalšie dodržiavané panely sú otrasené. Potom sa manipulátor presunie pozdĺž vodiacej koľajnice k napájaciemu portu spracovateľského zariadenia.
4. Predbežné vykladanie: Po doručení panela do určeného polohy spracovateľského zariadenia uvoľňujú sacie šálky vákuum na dokončenie procesu nakladania. Zároveň,
Ďalšia sada mechanizmov uchopenia synchrónne vyberie spracovaný panel zo zariadenia a prenáša ho na vykladaciu dopravnú líniu.
5.Cyklická prevádzka: Zdvíhacia platforma kŕmneho stojana postupne stúpa, keď uchopenie pokračuje, aby udržala stabilnú výšku povrchu. Keď sa spracúvajú všetky panely na palete,
Zariadenie vydáva výzvu na zmenu materiálu.
Predchádzajúce:Vyplňte kŕmny stroj preglejky vyvážaného do Južnej Kórey.